Описание
Токарный станок серии FTL 208 предназначен для точной и стабильной обработки деталей малого и среднего размера. Станок востребован в машиностроении, приборостроении, автомобилестроении и других отраслях, где важна высокая точность и надёжность технологического процесса.
Преимущества:
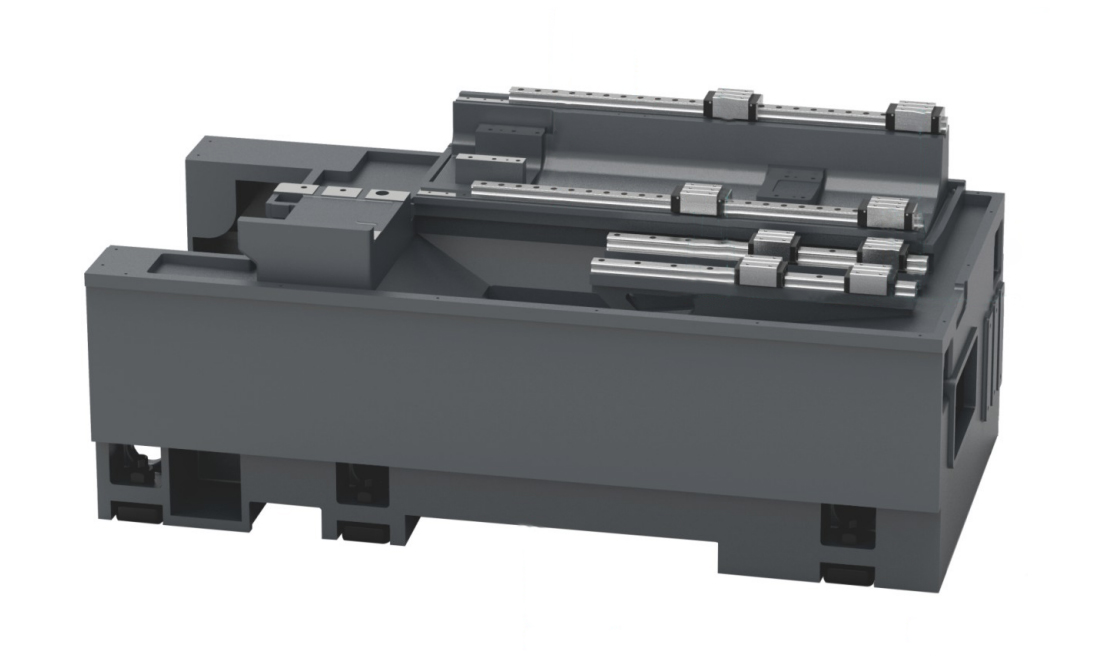
- Жёсткая конструкция станка с роликовыми линейными направляющими по осям X и Z обеспечивает высокую стабильность обработки, минимизируя вибрации и деформации при работе на тяжёлых режимах.
- Рабочие перемещения по осям X/Z — 270×570 мм и максимальный диаметр обработки до Ø510 мм позволяют обрабатывать более крупные детали при сохранении высокой точности.
- Мощный шпиндель с максимальной скоростью 4000/4300 об/мин, типом ASA A2-6, патроном 6″ и сквозным отверстием Ø79/66 мм обеспечивает универсальность обработки различных заготовок, включая пруток диаметром до Ø65/52 мм.
- Привод шпинделя мощностью 15–18,5 (19) кВт и крутящий момент 100–196 (90–200) Нм обеспечивают стабильное резание и высокую производительность при тяжёлых режимах обработки.
- 10-позиционная инструментальная система со статическим револьвером обеспечивает надёжную и стабильную обработку с минимальным временем переналадки.
- Быстрая смена инструмента за 0,15 сек и высокая точность позиционирования ±2’, повторяемость ±1’ гарантируют стабильное качество обработки при серийном производстве.
- Задняя бабка с увеличенным ходом 440 мм, диаметром пиноли Ø100 мм и конусом MT5 обеспечивает надёжное закрепление заготовок крупного диаметра.
- Система автоматической смазки, гидравлическая система и система подачи СОЖ объёмом 130 л обеспечивают стабильную работу всех узлов и увеличивают ресурс оборудования.
Станок оснащён современными технологиями и проверенными компонентами, что делает его эффективным решением для предприятий, стремящихся к повышению производительности, точности и качества обработки.
 | Особенности станка с прямым приводом электрошпинделя - Магнитный кольцевой инкрементальный энкодер (синус/косинус), точность позиционирования: 20 угловых секунд,
точность индексации оси C: 40 угловых секунд - Быстрый отклик при пуске и остановке, сокращение времени обработки, эффективное повышение производительности
- Сниженная нагрузка при резании, энергосбережение, лучшая защита станка и увеличение срока службы
- Эффективное подавление вибраций шпинделя, хорошая балансировка, высокая чистота обработки, улучшение качества поверхности детали (преимущество «точение вместо шлифования», эффект твердого точения, шероховатость поверхности Ra 0,2 мкм)
- Шпиндельный двигатель оснащен системой охлаждения, подавляющей тепловые деформации и обеспечивающей стабильную работу при постоянной температуре,
(точность биения носка шпинделя не более 0,002 мм, что гарантирует стабильность точности) - Заднее расположение прямого синхронного шпинделя, удобство установки и обслуживания
A2-5: 7016AC — 2 спереди, 2 сзади
A2-6: перед NN3020 + 100BAR10S, зад NN3018
A2-8: перед NN3024 + BT022B*2, зад NN3022 |
Двухшпиндельная обработка задней стороны детали
- При использовании вспомогательного шпинделя обеспечивается высокая эффективность обработки задней стороны детали. Мощность вспомогательного шпинделя — 18/22 кВт. В сочетании с устройством для приёма деталей готовые изделия аккуратно покидают захват и попадают в приёмный лоток.
- Вспомогательный шпиндель под контролем синхронизации с основной осью точно принимает деталь с главного шпинделя и выполняет вторую операцию на задней стороне детали. Это не только экономит трудозатраты, но и снижает время и погрешности повторной установки детали, а также уменьшает риск её повреждения.
- Конфигурация со вспомогательным шпинделем обеспечивает возможность обработки длинных заготовок. Обе стороны детали могут одновременно удерживаться основной и вспомогательной осями для точной обработки средней части изделия. Узкие и длинные детали могут быть сразу выведены через сквозное отверстие вспомогательного шпинделя.
Передовые инструменты проектирования делают ваши идеи реальностью!
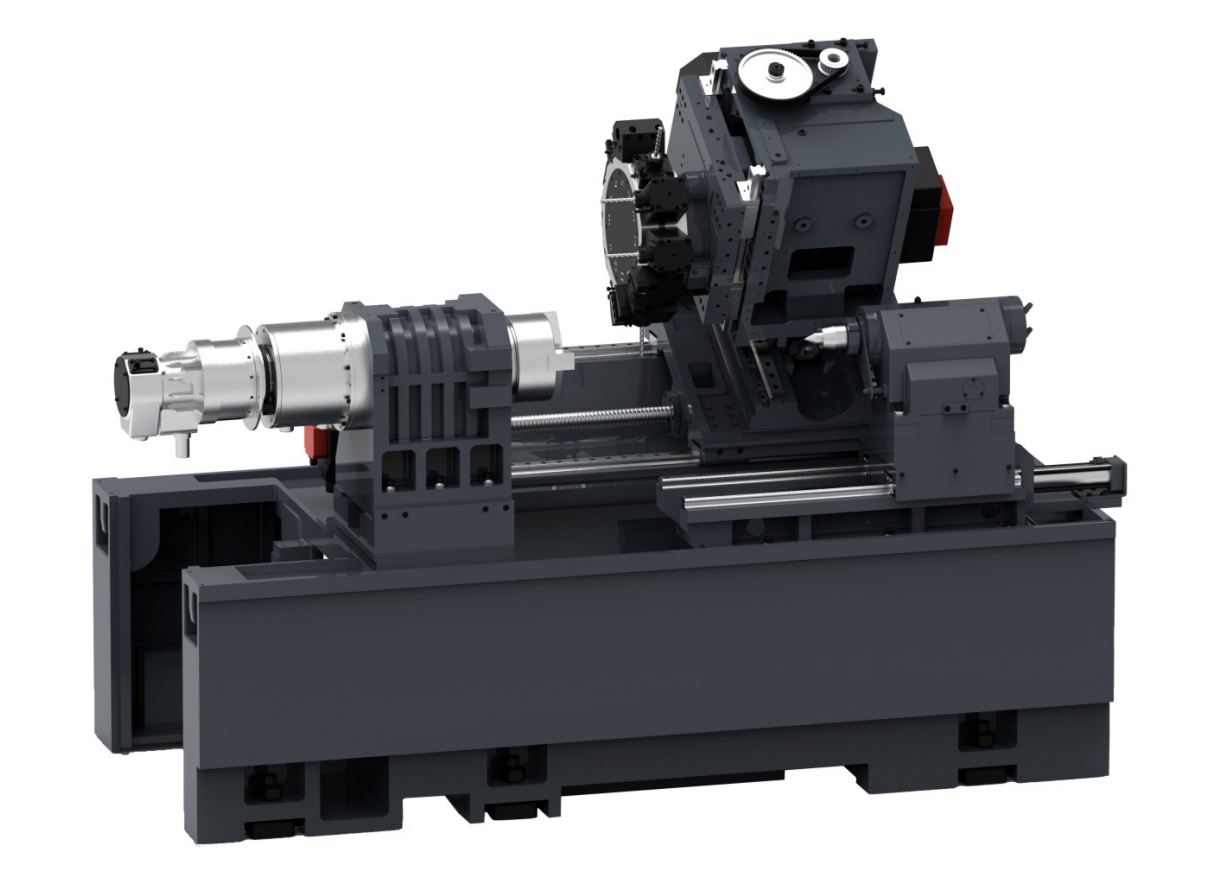
Непрерывно развивающиеся и совершенствующиеся производственные решения, десятилетия технологических наработок отражаются во множестве деталей конструкции.
Сборка:
|
1
|
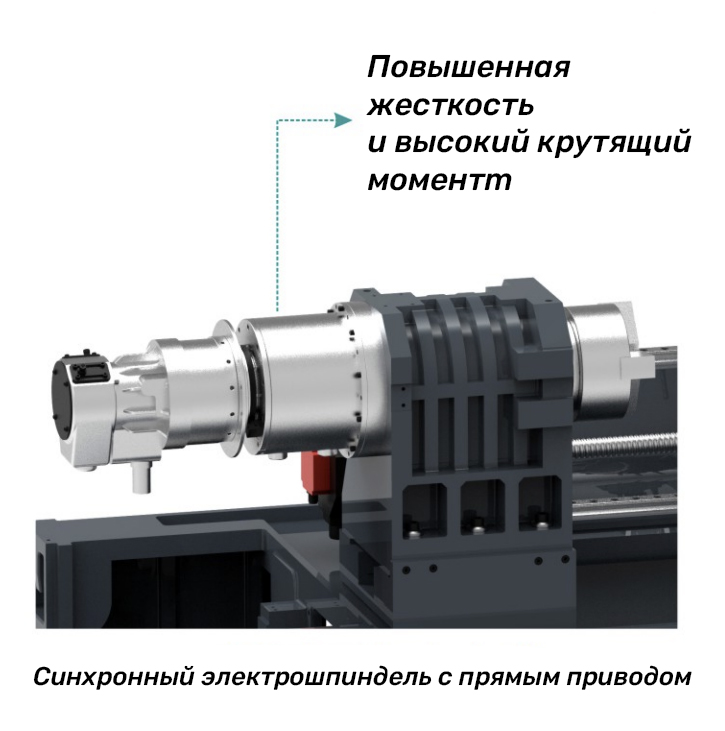
Прямой привод синхронного шпинделя
Жидкостное охлаждение для оптимальной термостабильности.
Встроенный мотор без шестерёнок и ремней, минимальные вибрации, высокое качество поверхности. - A2-5: отверстие 56 мм, 5500 об/мин, патрон 6″
- A2-6: отверстие 79/66 мм, 4300 об/мин, патрон 8/10″
- A2-8: отверстие 86 мм, 2200 об/мин, патрон 10/12″
|
|
|
2
|
Механический шпиндель - A2-5: Ø56 мм, 5500 об/мин, патрон 6″
- A2-6: Ø79/66 мм, 4000/4500 об/мин, патрон 8/10″
- A2-8: Ø86 мм, 2500 об/мин, патрон 10/12″
|
|
|
3
|
Вспомогательный шпиндель (прямой привод) - A2-5: Ø56 мм, 5500 об/мин, мощность 17,5 кВт, крутящий момент 62–125 Н·м
|
|
|
4
|
MY Приводной револьвер BMT55
- Ход по Y: 100 ± 50 мм
- Скорость вращения: 6000 об/мин
- Мощность вращающегося инструмента: 5,5/7,5 кВт
- Крутящий момент: 35/47,8 Н·м
- Точность позиционирования: ±2″, повторяемость: ±1″
- Время смены соседних инструментов: 0,15 с
- 12 приводных позиций
- Трёхзубая дуговая конструкция
- Высокая жёсткость, точность и эффективность обработки
|
|
|
5
|
M Приводной револьвер BMT45/55/65 - 12 приводных позиций: токарная, фрезерная, сверлильная и нарезка резьбы на одном станке
- Трёхзубая дуговая конструкция: большая площадь зажима, высокая точность позиционирования
- Высокоточная делительная система, время смены соседних инструментов: 0,15 с
- Центральная подача СОЖ: поддержка высокого давления до 10 МПа, эффективное удаление стружки
|
|
|
6
|
NC Серводвигатель револьверной головки - Трёхзубая дуговая конструкция: высокая жёсткость при любых условиях резки
- Центральная подача СОЖ: поддержка высокого давления до 10 МПа, эффективное удаление стружки
- Прямой привод через редуктор: компактно и стабильно
- 12 инструментов, время смены соседних инструментов: 0,15 с, позиционирование ±2″, повторное ±1″
|
|
|
7
|
Гидравлический задний центр - Ручной режим: перемещение шпинделя назад/вперёд, точное и удобное центрирование заготовки
- Автоматический режим: движение шпинделя управляется M-кодом, усилие регулируется вручную
- Автосцепление с седлом Z-оси: точное позиционирование заднего центра
|
|
Инструментальная система:
| | BMT высокоскоростная серво-поворотная инструментальная башня |
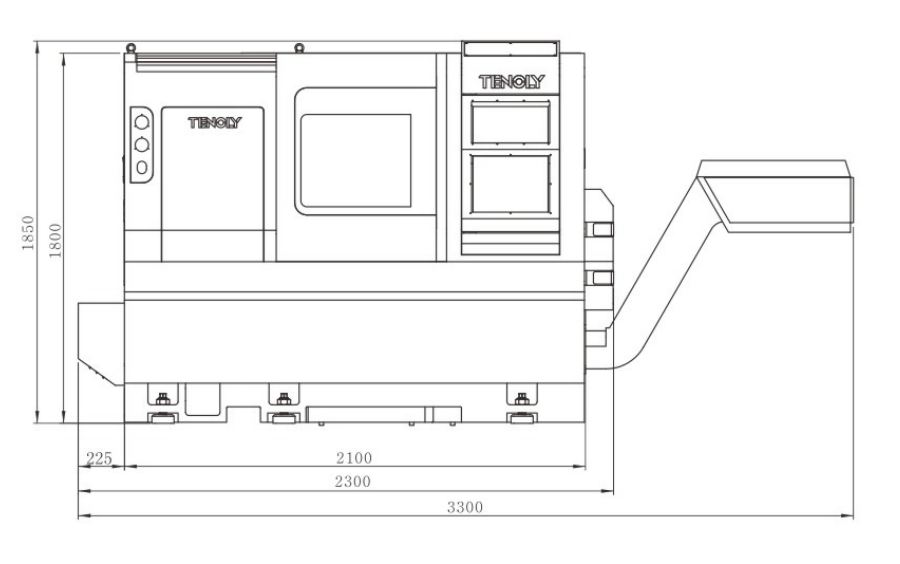
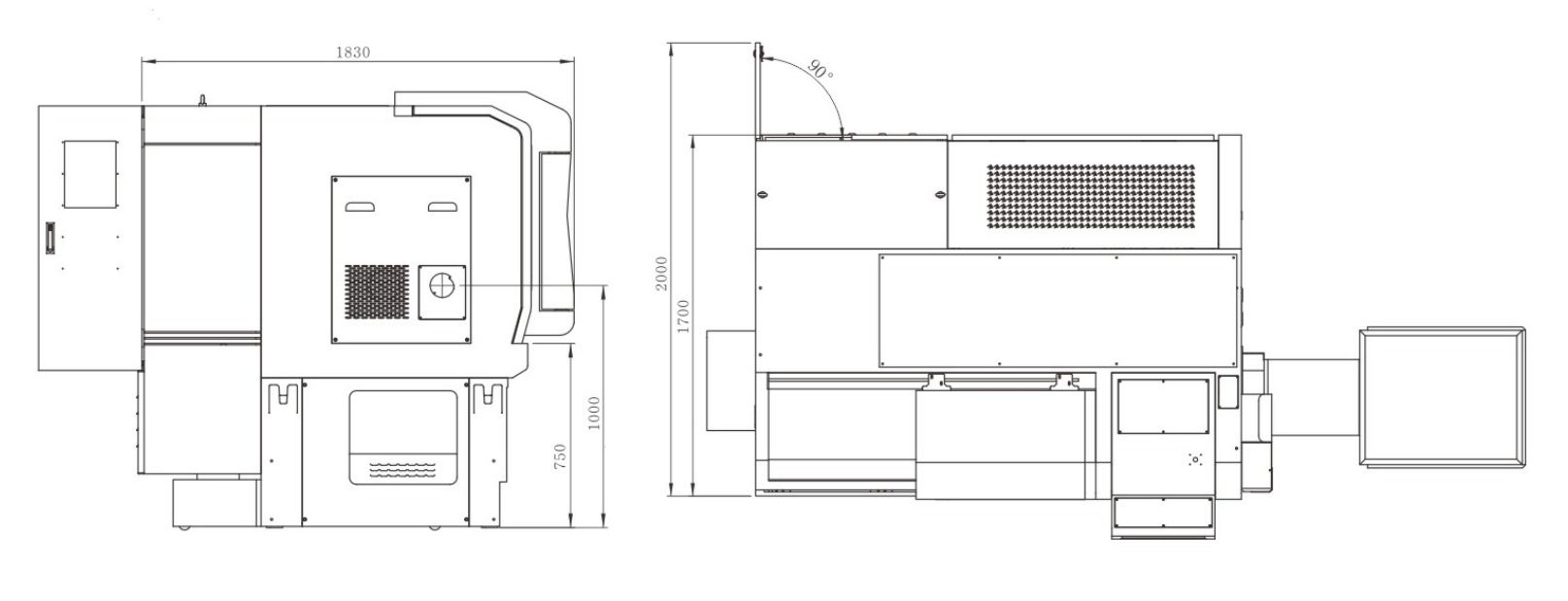
Схема габаритных размеров
| Электродвигатель главного шпинделя 15/18,5 кВт
| Оптимизированная конструкция позволяет станку достигать максимальной производительности на ограниченной площади. Эргономичный, модульный и интегрированный дизайн значительно улучшает удобство эксплуатации и техническое обслуживание. Цельная скользящая защитная крышка
Использование защитного кожуха предотвращает передачу тепла от стружки к станине и направляющим, защищает станину и направляющие и упрощает очистку стружки. |
Гарантийные обязательства
Гарантийный срок на оборудование составляет 12 месяцев с момента передачи товара покупателю или 6 000 рабочих часов — в зависимости от того, что наступит раньше, если иное не предусмотрено договором.
Гарантия не распространяется на следующие элементы:
-
Расходные материалы (масла, фильтры, смазки, лампы, предохранители);
-
Инструменты для обслуживания станков;
-
Устройства хранения данных (жесткие диски, флэш-карты и др.) и их приводы;
-
Детали, повреждённые из-за неправильной эксплуатации, ошибок оператора, несанкционированного ремонта или вмешательства.
Сервис и предпродажная подготовка
Предпродажная подготовка (ППП) — ключевой элемент обеспечения качества компании «ВЦМ». Она включает:
-
Проверку работы всех управляющих систем (гидравлика, пневматика, герметичность);
-
Комплексное тестирование функций станка и устранение ошибок;
-
Проверку геометрической точности оборудования;
-
Настройку системных параметров на основе опыта эксплуатации;
-
Установку и настройку дополнительных опций;
-
Проверку и регулировку системы смазки для экономии и долговечности;
-
Устранение повреждений, возникших при транспортировке (ЛКП, крепежи и др.);
-
Проверку и подтяжку всех крепежных и электрических соединений;
-
Идентификацию маркировок комплектующих и архивирование параметров для оперативного обслуживания;
-
Контроль номиналов токовой защиты и блокировок.
Эти мероприятия сокращают время пусконаладочных работ, оптимизируют ресурсы и гарантируют надёжную работу оборудования.


Отзывы
Отзывов пока нет.