Описание
Токарный станок с ЧПУ «F-TECH®» серии FTL 210 предназначен для точной и стабильной обработки средних и крупных деталей сложной конфигурации. Станок востребован в машиностроении, приборостроении, автомобилестроении и других отраслях, где важна высокая точность и надёжность технологического процесса.
Преимущества и выгоды:
- Надёжная конструкция с серводвигателями и линейными направляющими по осям X/Y/Z обеспечивает высокую жесткость и стабильность работы, минимизируя вибрации и деформации при обработке.
- Рабочие перемещения по осям X/Y/Z — 200×430×320 мм и диаметр вращающегося стола Ø600 мм позволяют обрабатывать детали среднего и крупного формата с высокой точностью.
- Мощный шпиндель с максимальной скоростью 5500 об/мин, сквозным отверстием Ø56 мм и типом ASA A2-5 гарантирует качественную обработку различных материалов, включая твердые заготовки.
- Программируемая гидравлическая хвостовая бабка и серводвигательная турель на 12 инструментов обеспечивают быструю и точную смену инструмента, повышая производительность и сокращая время переналадки.
- Система автоматической смазки, гидравлическая система и телескопические защиты направляющих увеличивают ресурс станка и надежность технологического процесса.
- Системы подачи СОЖ и стружкоуборочный конвейер делают рабочее место чистым и комфортным для оператора.
- Продуманная эргономика панели управления с маховичком и регулируемой панелью позволяет точно позиционировать детали и контролировать процесс обработки.
Станок оснащён современными технологиями и проверенными компонентами, что делает его оптимальным решением для предприятий, стремящихся к повышению производительности, точности и качества продукции.
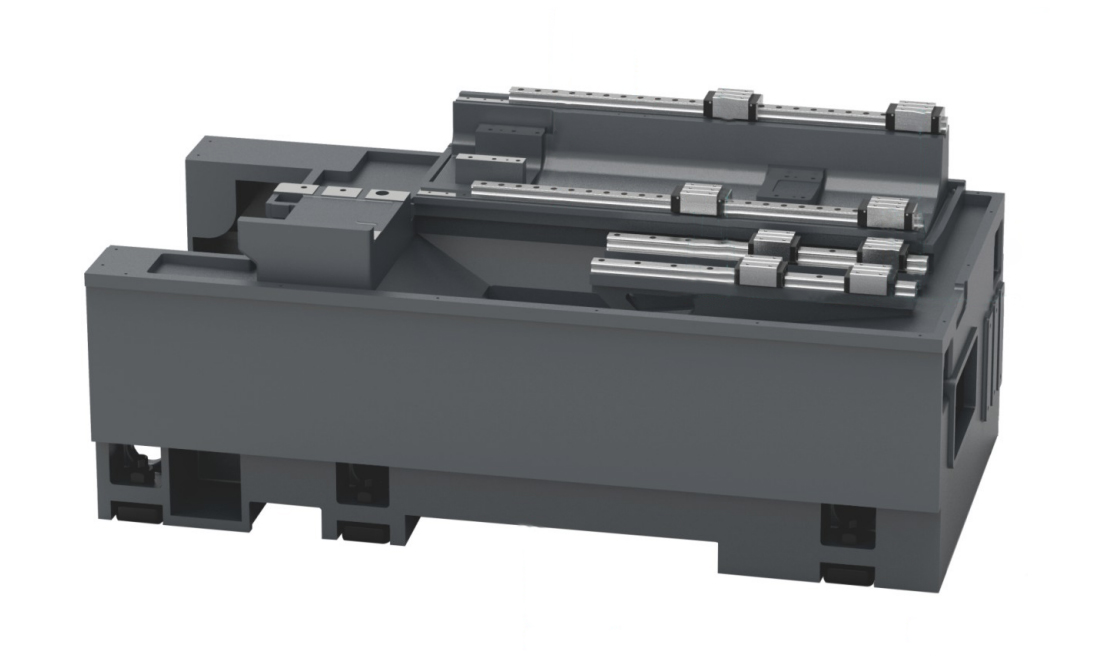
Стандартная комплектация: - Станина высокой жесткости (литая, с антивибрационной конструкцией)
- Шпиндельный узел (ременной или прямой привод — в зависимости от версии)
- Гидравлический патрон (обычно 6" или 8")
- Револьверная головка на 12 позиций (BMT или VDI)
- Система ЧПУ (как правило Fanuc / Siemens — по комплектации)
- Серводвигатели по всем осям
- Шарико-винтовые пары высокой точности (класс C3)
- Линейные направляющие высокой жесткости
- Подшипники шпинделя (высокоточные, типа SKF/аналог)
- Автоматическая централизованная система смазки
- Гидравлическая система станка
- Система охлаждения (СОЖ)
- Освещение рабочей зоны
- Полностью закрытая защитная кабина
- Электрошкаф с системой охлаждения
- Конвейер для удаления стружки (или интерфейс под подключение)
- Набор мягких кулачков
- Педаль управления патроном
- Комплект стандартного инструмента
- Руководство по эксплуатации
| 
|
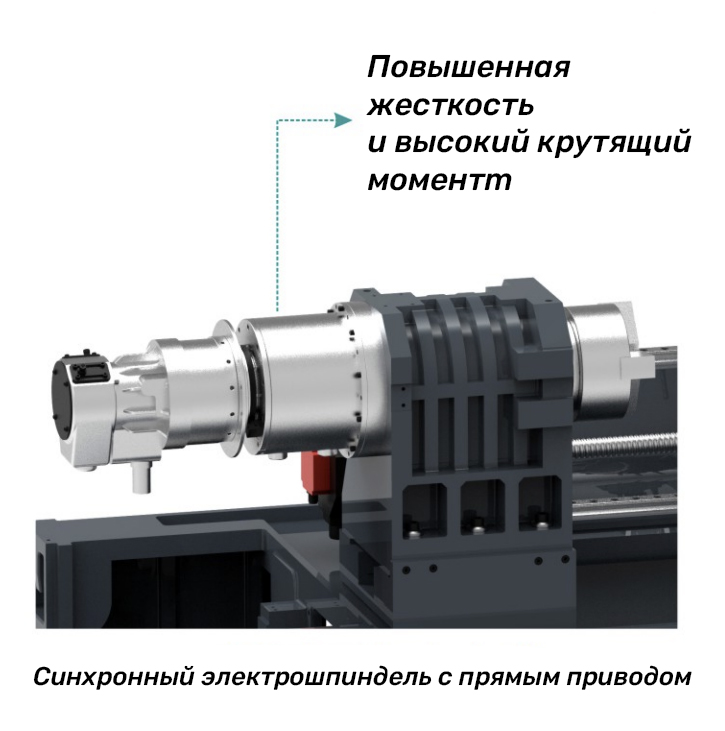
Высокоскоростной и высокоточный шпиндельный узел
| Особенности станка с прямым приводом электрошпинделя - Магнитный кольцевой инкрементальный энкодер (синус/косинус), точность позиционирования: 20 угловых секунд,
точность индексации оси C: 40 угловых секунд - Быстрый отклик при пуске и остановке, сокращение времени обработки, эффективное повышение производительности
- Сниженная нагрузка при резании, энергосбережение, лучшая защита станка и увеличение срока службы
- Эффективное подавление вибраций шпинделя, хорошая балансировка, высокая чистота обработки, улучшение качества поверхности детали (преимущество «точение вместо шлифования», эффект твердого точения, шероховатость поверхности Ra 0,2 мкм)
- Шпиндельный двигатель оснащен системой охлаждения, подавляющей тепловые деформации и обеспечивающей стабильную работу при постоянной температуре,
(точность биения носка шпинделя не более 0,002 мм, что гарантирует стабильность точности) - Заднее расположение прямого синхронного шпинделя, удобство установки и обслуживания
A2-5: 7016AC — 2 спереди, 2 сзади
A2-6: перед NN3020 + 100BAR10S, зад NN3018
A2-8: перед NN3024 + BT022B*2, зад NN3022 |
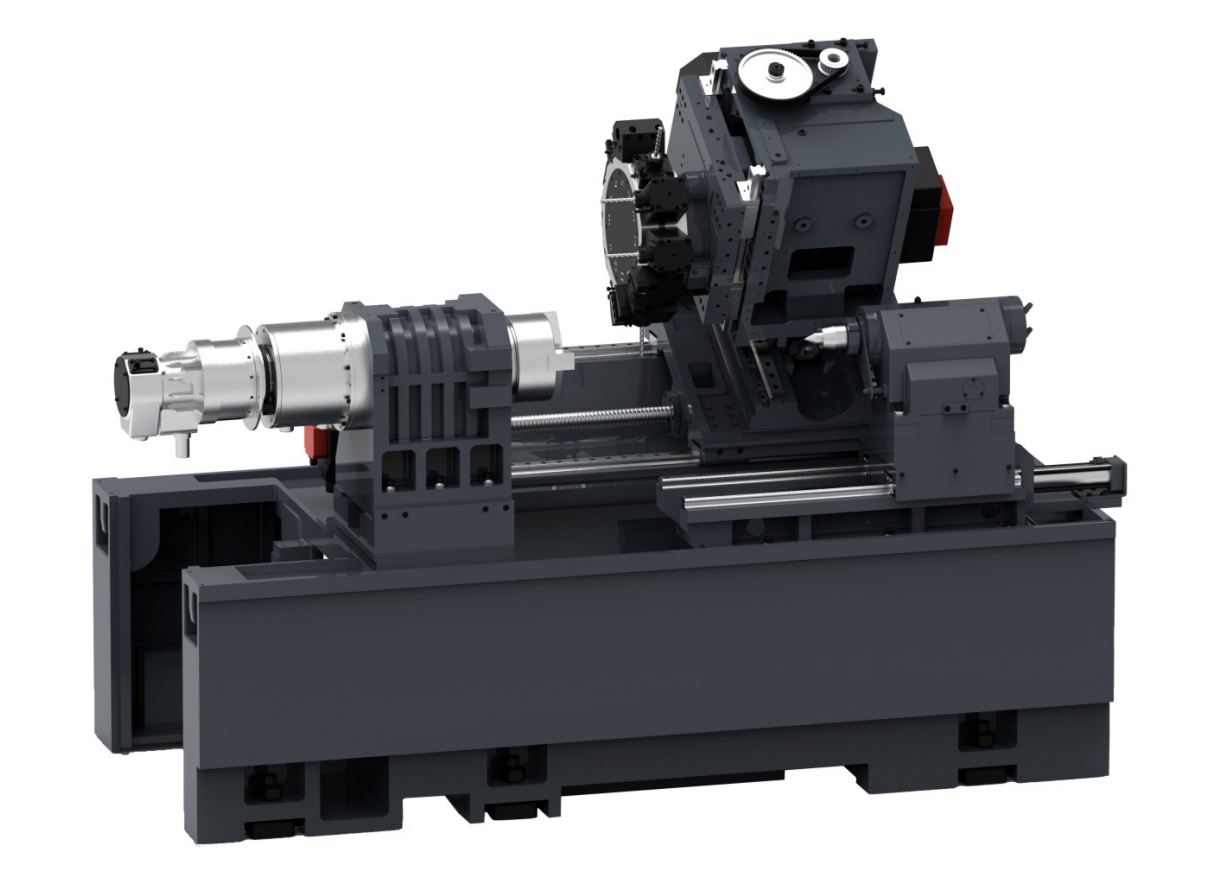
Двухшпиндельная обработка задней стороны детали
- При использовании вспомогательного шпинделя обеспечивается высокая эффективность обработки задней стороны детали. Мощность вспомогательного шпинделя — 18/22 кВт. В сочетании с устройством для приёма деталей готовые изделия аккуратно покидают захват и попадают в приёмный лоток.
- Вспомогательный шпиндель под контролем синхронизации с основной осью точно принимает деталь с главного шпинделя и выполняет вторую операцию на задней стороне детали. Это не только экономит трудозатраты, но и снижает время и погрешности повторной установки детали, а также уменьшает риск её повреждения.
- Конфигурация со вспомогательным шпинделем обеспечивает возможность обработки длинных заготовок. Обе стороны детали могут одновременно удерживаться основной и вспомогательной осями для точной обработки средней части изделия. Узкие и длинные детали могут быть сразу выведены через сквозное отверстие вспомогательного шпинделя.
Передовые инструменты проектирования делают ваши идеи реальностью!
Непрерывно развивающиеся и совершенствующиеся производственные решения, десятилетия технологических наработок отражаются во множестве деталей конструкции.
Сборка:
|
1
|
Прямой привод синхронного шпинделя
Жидкостное охлаждение для оптимальной термостабильности.
Встроенный мотор без шестерёнок и ремней, минимальные вибрации, высокое качество поверхности. - A2-5: отверстие 56 мм, 5500 об/мин, патрон 6"
- A2-6: отверстие 79/66 мм, 4300 об/мин, патрон 8/10"
- A2-8: отверстие 86 мм, 2200 об/мин, патрон 10/12"
|
|
|
2
|
Механический шпиндель - A2-5: Ø56 мм, 5500 об/мин, патрон 6"
- A2-6: Ø79/66 мм, 4000/4500 об/мин, патрон 8/10"
- A2-8: Ø86 мм, 2500 об/мин, патрон 10/12"
|
|
|
3
|
Вспомогательный шпиндель (прямой привод) - A2-5: Ø56 мм, 5500 об/мин, мощность 17,5 кВт, крутящий момент 62–125 Н·м
|
|
|
4
|
MY Приводной револьвер BMT55
- Ход по Y: 100 ± 50 мм
- Скорость вращения: 6000 об/мин
- Мощность вращающегося инструмента: 5,5/7,5 кВт
- Крутящий момент: 35/47,8 Н·м
- Точность позиционирования: ±2", повторяемость: ±1"
- Время смены соседних инструментов: 0,15 с
- 12 приводных позиций
- Трёхзубая дуговая конструкция
- Высокая жёсткость, точность и эффективность обработки
|
|
|
5
|
M Приводной револьвер BMT45/55/65 - 12 приводных позиций: токарная, фрезерная, сверлильная и нарезка резьбы на одном станке
- Трёхзубая дуговая конструкция: большая площадь зажима, высокая точность позиционирования
- Высокоточная делительная система, время смены соседних инструментов: 0,15 с
- Центральная подача СОЖ: поддержка высокого давления до 10 МПа, эффективное удаление стружки
|
|
|
6
|
NC Серводвигатель револьверной головки - Трёхзубая дуговая конструкция: высокая жёсткость при любых условиях резки
- Центральная подача СОЖ: поддержка высокого давления до 10 МПа, эффективное удаление стружки
- Прямой привод через редуктор: компактно и стабильно
- 12 инструментов, время смены соседних инструментов: 0,15 с, позиционирование ±2", повторное ±1"
|
|
|
7
|
Гидравлический задний центр - Ручной режим: перемещение шпинделя назад/вперёд, точное и удобное центрирование заготовки
- Автоматический режим: движение шпинделя управляется M-кодом, усилие регулируется вручную
- Автосцепление с седлом Z-оси: точное позиционирование заднего центра
|
|
Опциональные аксессуары:
|
1
|
Линейные энкодеры (оптические шкалы) - Оптическая линейная шкала — закрытый линейный полосовой энкодер, обеспечивает высокоточное измерение и кодирование, применяется в различных автоматизированных и управляемых механизмах.
- Отличается высокой разрешающей способностью, скоростью и чувствительностью, является качественным аксессуаром для CNC-систем и различных двигателей.
|
|
|
2
|
Устройство выброса заготовки - Обеспечивает стабильность захвата заготовки вторым шпинделем при обработке второй операции.
- Встроенное устройство позволяет после обработки заготовке легко выходить из кулачков и попадать в приемник деталей.
|
|
|
3
|
Измерение заготовок Hexagon - Система инфракрасных датчиков m&h IRP40.02 полностью удовлетворяет требованиям измерений на станке.
- Не боится экстремального ускорения, высокой скорости позиционирования, постоянной вибрации, сложной смены инструмента, повышения температуры и агрессивной охлаждающей жидкости.
- Прецизионные механизмы m&h обеспечивают чрезвычайно точное переключение без износа.
- Датчик компактный и прочный, занимает минимальное пространство на станке.
|
|
|
4
|
Инструментальный измеритель (Tool Setter)
- Высокоточный выдвижной измеритель с повторяемостью, доступен в различных размерах для разных промышленных задач.
- Измерительная рукоятка изготовлена из стали с низким коэффициентом теплового расширения.
- Прочный датчик из оксида циркония.
- В нерабочем состоянии занимает минимальное пространство на станке.
|
|
|
5
|
Центральная подача СОЖ (Center Through Coolant) - Точное промывание, охлаждение, смазка, дробление и удаление стружки с заготовки и инструмента.
- Продлевает срок службы инструмента, повышает точность обработки и качество поверхности серийных деталей.
|
|
|
6
|
Автоматическая подача (опция) - Простая установка и легкая эксплуатация.
- Конструкция для тяжелых нагрузок и автоматизации, значительно повышает производительность и упрощает процесс обработки.
|
|
|
7
|
Приемник деталей (опция) - Обработанные детали автоматически поступают в внешний контейнер.
- В сочетании с подачей прутков и конвейером возможна полная автоматизация.
- С установкой дополнительного конвейера готовые детали могут автоматически перемещаться в склад, повышая эффективность работы.
|
|
|
8
|
Дизайн зажимных приспособлений - Обеспечивает высокую точность при токарной и токарно-фрезерной обработке в различных производственных сценариях.
- Предлагает услуги по разработке специальных приспособлений: решения для установки высокоточных деталей, сложных форм и тонкостенных деталей.
|
|
|
9
|
Сборщик масляного тумана - Вращение центробежного вентилятора создаёт разрежение и втягивает загрязнённый воздух.
- Центробежная сила от высокоскоростного вращения лопастей осевого вентилятора конденсирует масляные микрочастицы в капли, которые оседают на стенках устройства.
- Воздух дополнительно очищается встроенным фильтром и возвращается через специально спроектированную трубку для слива масла.
|
|
|
10
|
Система высоконапорной фильтрации 30/50/70KG
Технология высоконапорного охлаждения с отводом стружки - Устраняет проблемы с наматыванием стружки при металлообработке и снижает локальный перегрев.
- Продлевает срок службы инструмента, уменьшает износ режущих элементов и брак деталей, снижая затраты и повышая производительность и качество обработки.
|
|
Стандартная комплектация:
|
1
|
Шариковинтовая пара THK - Класс C3, высокоточная шариковинтовая пара с предварительным натягом гайки и растяжением винта для устранения люфта и теплового удлинения, обеспечивает отличную позиционную и повторяемую точность.
- Прямой привод серводвигателя снижает погрешность люфта.
|
|
|
2
|
Линейные направляющие THK с роликовыми элементами - Класс P, сверхжесткие SRG прецизионного уровня, нулевая зазорность, круговое и косое резание, равномерная текстура поверхности. Подходят для высокоскоростной работы, значительно снижают требуемую мощность привода станка.
- Прокатка вместо скольжения, низкие потери на трение, высокая чувствительность и точность позиционирования. Одновременно выдерживают нагрузку в направлении движения; контактная поверхность рельсов при нагрузке многоточечная, жесткость резания не снижается.
- Легкая сборка, высокая взаимозаменяемость, простая система смазки; минимальный износ, длительный срок службы.
|
|
|
3
|
Подшипники SKF / система смазки - Автоматический смазчик подходит для различных применений, работает в любых условиях, надежен и удобен в использовании.
- Обеспечивает смазку подшипников при высоких температурах, сильной вибрации и в опасных условиях.
- Количество смазки на каждой точке контролируется объемным делителем; точная подача смазки на станок возможна через PLC.
|
|
Стандартная комплектация:
|
1
|
Шариковинтовая пара THK - Класс C3, высокоточная шариковинтовая пара с предварительным натягом гайки и растяжением винта для устранения люфта и теплового удлинения, обеспечивает отличную позиционную и повторяемую точность.
- Прямой привод серводвигателя снижает погрешность люфта.
|
|
|
2
|
Линейные направляющие THK с роликовыми элементами - Класс P, сверхжесткие SRG прецизионного уровня, нулевая зазорность, круговое и косое резание, равномерная текстура поверхности. Подходят для высокоскоростной работы, значительно снижают требуемую мощность привода станка.
- Прокатка вместо скольжения, низкие потери на трение, высокая чувствительность и точность позиционирования. Одновременно выдерживают нагрузку в направлении движения; контактная поверхность рельсов при нагрузке многоточечная, жесткость резания не снижается.
- Легкая сборка, высокая взаимозаменяемость, простая система смазки; минимальный износ, длительный срок службы.
|
|
|
3
|
Подшипники SKF / система смазки - Автоматический смазчик подходит для различных применений, работает в любых условиях, надежен и удобен в использовании.
- Обеспечивает смазку подшипников при высоких температурах, сильной вибрации и в опасных условиях.
- Количество смазки на каждой точке контролируется объемным делителем; точная подача смазки на станок возможна через PLC.
|
|
Инструментальная система:
| | BMT высокоскоростная серво-поворотная инструментальная башня |
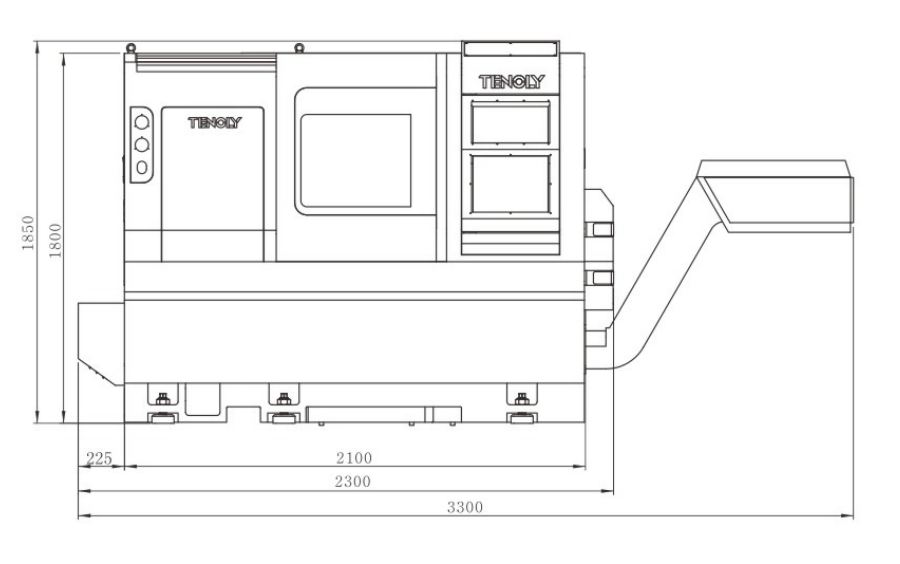
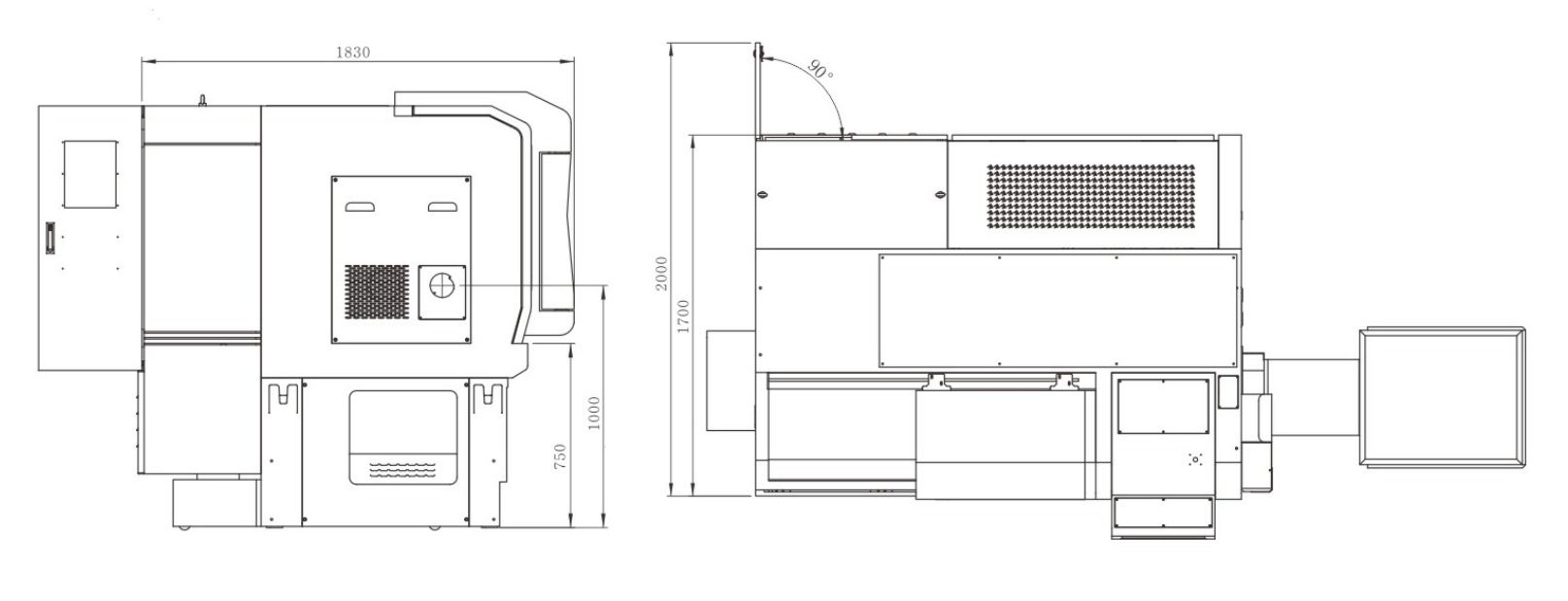
Схема габаритных размеров
| Электродвигатель главного шпинделя 15/18,5 кВт
| Оптимизированная конструкция позволяет станку достигать максимальной производительности на ограниченной площади. Эргономичный, модульный и интегрированный дизайн значительно улучшает удобство эксплуатации и техническое обслуживание. Цельная скользящая защитная крышка
Использование защитного кожуха предотвращает передачу тепла от стружки к станине и направляющим, защищает станину и направляющие и упрощает очистку стружки. |
Гарантийные обязательства
Гарантийный срок на оборудование составляет 12 месяцев с момента передачи товара покупателю или 6 000 рабочих часов — в зависимости от того, что наступит раньше, если иное не предусмотрено договором.
Гарантия не распространяется на следующие элементы:
-
Расходные материалы (масла, фильтры, смазки, лампы, предохранители);
-
Инструменты для обслуживания станков;
-
Устройства хранения данных (жесткие диски, флэш-карты и др.) и их приводы;
-
Детали, повреждённые из-за неправильной эксплуатации, ошибок оператора, несанкционированного ремонта или вмешательства.
Сервис и предпродажная подготовка
Предпродажная подготовка (ППП) — ключевой элемент обеспечения качества компании «ВЦМ». Она включает:
-
Проверку работы всех управляющих систем (гидравлика, пневматика, герметичность);
-
Комплексное тестирование функций станка и устранение ошибок;
-
Проверку геометрической точности оборудования;
-
Настройку системных параметров на основе опыта эксплуатации;
-
Установку и настройку дополнительных опций;
-
Проверку и регулировку системы смазки для экономии и долговечности;
-
Устранение повреждений, возникших при транспортировке (ЛКП, крепежи и др.);
-
Проверку и подтяжку всех крепежных и электрических соединений;
-
Идентификацию маркировок комплектующих и архивирование параметров для оперативного обслуживания;
-
Контроль номиналов токовой защиты и блокировок.
Эти мероприятия сокращают время пусконаладочных работ, оптимизируют ресурсы и гарантируют надёжную работу оборудования.


Отзывы
Отзывов пока нет.